-
Produtos
-
Instrumentos de laboratório
Outros instrumentos
- Medidores e sondas de laboratório
- Produtos químicos, reagentes e padrões
-
Sensores e controladores online
Controladores digitais (Transmissores) Controladores (analógicos) Acondicionamento de amostras Sensor de monitorização de sulfeto de hidrogênio
- Sistemas de laboratorio automatizados
- Claros Water Intelligence System
- Amostragem
- Kits e tiras de teste
-
Analizadores en continuo
Analisadores da série EZ
- Ferro
- Alumínio
- Manganês
- Fosfato
- Cloreto
- Cianeto
- Flúor
- Sulfato
- Sulfeto
- Arsênio
- Cromo
- Cobre
- Níquel
- Zinco
- Amônio
- Nitrogênio total
- Fósforo total
- Fenol
- Ácidos graxos voláteis
- Alcalinidade
- ATP
- Dureza
- Toxicidade
- Pré-condicionamento da amostra
- Boron
- Colour
- Nitrate
- Nitrite
- Silica
- Hydrogen Peroxide
- EZ Series Reagents
-
Equipamento e material de laboratório
AparelhosConsumíveis de laboratório gerais Livros e material de referênciaMaterial de vidro/Material de plásticoInstrumentos
-
Microbiologia
Acessórios e químicos InstrumentosKits Material de laboratórioMeios desidratados Meios preparados
-
Instrumentos de laboratório
- PARÁMETROS
-
Soluções de Software
-
Claros Water Intelligence System
Pilares do produto Process Management
- Soluções para:
- Remoção de CBO/CQO
- Nitrificação/Desnitrificação
- Remoção de Fósforo
- Gestão de Lamas
Data Management- Soluções para:
- Recolha
- Visualização e Análise
- Relatórios
- Precisão dos Dados
Instrument Management- Soluções para:
- Manutenção
- Resolução de Problemas
- Acesso Remoto
- Comparação entre Laboratório e Processo
-
Claros Water Intelligence System
- APLICAÇÕES
- Serviços
- Noticias & Eventos
Login

Indústria alimentar
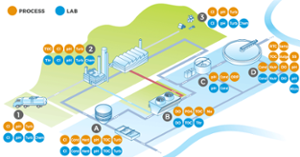
Análise completa da água, de afluente a efluente
A água limpa e abundante é essencial para o processamento de alimentos, seja como ingrediente, como forma de limpar e mover matérias-primas ou como principal agente utilizado na desinfeção de máquinas nas fábricas. A água é uma questão importante na indústria alimentar, uma vez que as empresas estão a prestar mais atenção à gestão das águas residuais para atenderem a regulamentações mais rígidas, protegerem a reputação social e reduzirem o consumo de energia. Muitas empresas multinacionais estabeleceram diretrizes internas relativas a águas residuais que exigem que todas as instalações globais monitorizem os parâmetros chave das águas residuais e cumpram os limites através da medição com frequências definidas.
Na Hach®, compreendemos as suas necessidades de água quando se trata de garantir os mais altos níveis de qualidade, consistência e segurança dos produtos. Seja para manter a qualidade do produto, evitar a perda de produto, cumprir os limites de conformidade ou otimizar o tratamento de água, temos soluções personalizáveis para os seus desafios exclusivos.
- • Minimizar o desperdício e a perda de produto
- • Aumentar a eficiência da energia
- • Reduzir o consumo de água/reutilização da água
- • Reduzir o impacto ambiental (pegada de CO2)
- • Melhorar o desempenho ambiental
Leite e produtos lácteos: : um produto de alta qualidade consistente é essencial para as marcas e as empresas. O processamento de produtos lácteos é um ambiente desafiador para a análise de gorduras, óleos, lubrificantes, resíduos sólidos, sais e partículas que estão inevitavelmente presentes em fluxos de processos. É fundamental poupar tempo e aumentar a fiabilidade das análises e garantir a conformidade com as regulamentações da indústria.
Carnes e aves de capoeira: a utilização de água com qualidade microbiológica e química adequadas é fundamental. Os processadores de alimentos têm de tomar medidas para assegurar que a água e os sistemas de água nas instalações são seguros e estão sob controlo.
Frutas, vegetais, milho, grãos, peixe/marisco, aromas, aditivos, etc.: os processadores de alimentos requerem grandes quantidades de água de boa qualidade para uma variedade de operações, incluindo a mistura, a limpeza, a produção de vapor, etc. A água pode conter minerais dissolvidos, matéria orgânica, gases e contaminantes microbianos. Todos esses fatores são importantes para a garantia de qualidade e de higiene totais. Compreender a qualidade da água e como se move na fábrica é uma parte da equação necessária para produzir alimentos seguros e de alta qualidade.

Água não tratada/afluente
A qualidade da água recebida tem um impacto direto na qualidade do produto. A consistência e a pureza da água não tratada ou afluente afeta muito o sabor e a qualidade do produto final. Entendemos que as exigências relativas à monitorização e ao tratamento de afluente ou de água não tratada têm impacto na longevidade do seu equipamento e na qualidade do produto.
O tratamento e o condicionamento adequados são essenciais para a água à medida que entra em qualquer processo de produção. A água utilizada em linhas de produção de instalações da indústria alimentar não deve limitar-se a cumprir os regulamentos de água potável, deve também ser tratada para a remoção de minerais e substâncias químicas adicionais que possam afetar o sabor e os processos de produção.
Parâmetros relevantes para os processos de água não tratada/afluente:
- Cloro
- Condutividade/sólidos dissolvidos totais (TDS)
- pH/ORP
- Turvação
- Carbono orgânico dissolvido (COD)
- Carbono orgânico total (COT)
- Controlo da coagulação
- Dureza

Caldeira e refrigeração
Compreendemos os desafios na monitorização da água em processos de caldeira e refrigeração. O condensado é crítico para processos que requerem altas temperaturas. Quando o vapor sai da caldeira, passa por uma série de permutadores de calor que aquecem o líquido do processo.
A medição de COT nos condensados fornece alertas antecipados de contaminação orgânica do vapor. Esta fase do processo também pode ser um ponto onde a contaminação orgânica é introduzida no sistema de retorno de condensado.
A otimização da água de abastecimento da caldeira e de abastecimento das torres de refrigeração minimiza a utilização de produtos químicos, evita a corrosão e protege o equipamento da fábrica.
Parâmetros relevantes para a monitorização processos de caldeira/refrigeração:
- Oxigénio dissolvido (DO)
- Condutividade/sólidos dissolvidos totais
- Cloro livre e total
- pH
- Carbono orgânico total (COT)
- Dureza total
- Amoníaco

Laboratório de GQ/CQ
Os departamentos de GQ/CQ são responsáveis pela qualidade geral dos produtos e a respetiva conformidade com as normas. Os procedimentos de controlo de qualidade são vitais para criar produtos sustentáveis de alta qualidade. É essencial dispor de medições precisas, resultados fiáveis e ferramentas de fácil utilização. Evitar avarias e erros humanos é essencial para a otimização do controlo de qualidade.
O controlo de qualidade do processo em linha fornece os resultados de análises à equipa de produção, 24 horas por dia. Retirar as conjeturas do processo melhora a eficiência e reduz os custos. Compreender os diferentes métodos disponíveis também lhe permite tomar as decisões certas sobre a sua fábrica e o produto final.
Parâmetros relevantes das aplicações de GQ/CQ:
- Acidez total
- Sódio
- Cor
- Cálcio
- Cloreto
- Turvação

Limpeza no local (CIP)
Normalmente, a limpeza no local é utilizada em indústrias para as quais a higiene é essencial, e serve para limpar uma grande variedade de zonas na fábrica. A CIP diz respeito à utilização de uma mistura de produtos químicos, calor e água para a limpeza de máquinas, recipientes ou tubagens sem desmontar os artigos da fábrica.
A CIP garante a limpeza das superfícies de produção alimentar. Os fabricantes de alimentos projetam e qualificam os procedimentos CIP para garantir que não existe qualquer desenvolvimento microbiano que possa contaminar os produtos.
Parâmetros relevantes para aplicações CIP:
- Condutividade indutiva
- Cloro
- pH
- Turvação/sólidos

Reutilização da água
Reduzir o impacto ambiental é uma razão importante para otimizar a reutilização da água na sua fábrica. A reutilização da água, incluindo a água recuperada e reciclada, é um método que as instalações de produção alimentar podem empregar para melhorar as práticas de sustentabilidade e salvaguardar as normas de qualidade da água, reduzindo a dependência de fontes de água externas.
Com um grave problema de escassez de água em todo o mundo, a indústria necessita de lidar com o impacto do consumo de água e considerar formas de otimizar a utilização da água no futuro, garantindo também produtos de qualidade. Entre os exemplos incluem-se os sistemas de osmose inversa.
A recuperação e reutilização de águas residuais provenientes de um processo de fabrico requer tratamento, seja básico ou rigoroso. A monitorização de parâmetros e compostos tais como COT, CBO, CQO e TSS fornece aos operadores de tratamento as informações necessárias para avaliar a qualidade e melhorar a eficiência dos processos de tratamento.
Parâmetros relevantes para os processos de reutilização da água:
- Sólidos dissolvidos totais (TDS)
- Carência química de oxigénio (CQO)
- Turvação
- Sólidos suspensos totais (TSS)
- pH
- E muito mais...

Perda de produto
Evite a perda completa do lucro. Aumente o rendimento dos produtos e reduza os custos globais, maximizando a monitorização de compostos orgânicos no seu processo. A perda de produtos vendáveis adiciona custos significativos para além da perda de produto em si, sob a forma de maiores custos de energia, água e tratamento.
A monitorização em tempo real de compostos orgânicos, concebida especificamente para ambientes exigentes como uma ferramenta de gestão, permite que as instalações visualizem e quantifiquem o produto em fluxos de processos e águas residuais, permitindo um controlo de processo mais informado e a resposta a incidentes, o que leva à recuperação de lucro que teria sido de outra forma perdido.
Parâmetros relevantes em aplicações de perda de produto:
- Carbono orgânico total (COT)
- Carência química de oxigénio (CQO)
- Turvação
- Sólidos suspensos totais (TSS)

Águas residuais
A gestão de águas residuais é uma jornada que evolui a partir de medições de laboratório até ao controlo automático de processos online e, por fim, para sistemas de otimização inteligente.
Sendo um dos processos que mais recursos consomem na sua fábrica, as exigências para minimizar o impacto ambiental e garantir o cumprimento dos requisitos de descarga são imensas. Desde a remoção de nutrientes e o tratamento de lama até à amostragem, a monitorização e o tratamento corretos reduzem os custos em reagentes e na prevenção das violações de licenças.
Parâmetros relevantes em aplicações para águas residuais:
- Carência química de oxigénio (CQO)
- Carência bioquímica de oxigénio (CBO)
- pH
- Oxigénio dissolvido (DO)
- Turvação e sólidos suspensos totais (TSS)
- Nitrogénio (total)
- Fósforo (total)
- Carbono orgânico total (COT)
- Matéria orgânica
- Amostragem
